坦克發(fā)動機缸套超聲珩磨系統(tǒng)
發(fā)布日期:2010-02-22 09:16:50 來源: www.memoophoto.com 點擊量:
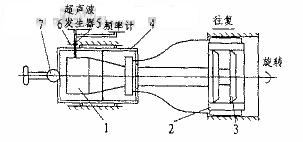
加工坦克發(fā)動機缸套的最后一道工序——珩磨工序的質(zhì)量和精度要求較高,其中要求內(nèi)孔尺寸精度IT6級,內(nèi)孔圓度0.015mm,平行度0.03mm(由上道工序保證),表面粗糙度Ra0.05μm。采用傳統(tǒng)珩磨工藝加工時,產(chǎn)品質(zhì)量不穩(wěn)定,難以達到精度要求。為解決這一問題,筆者研制了直徑f150mm的超聲珩磨系統(tǒng)樣機,采用該珩磨機樣機的缸套試件可滿足加工技術(shù)要求。 1、樣機結(jié)構(gòu)原理 本樣機是根據(jù)兵總616廠的生產(chǎn)要求立項預(yù)研的。樣機的超聲珩磨系統(tǒng)結(jié)構(gòu)見圖。系統(tǒng)由超聲波發(fā)生器、頻率計、超聲珩磨裝置等組成。超聲珩磨裝置由聲振系統(tǒng)(換能器、變幅桿、工具聲振系統(tǒng))、珩磨頭部、漲芯部、動力傳遞部、碳刷、浮動連接部、機殼部等組成,其工作原理是由超聲波發(fā)生器將50Hz交流電轉(zhuǎn)換為超聲頻的電振蕩,由換能器將超聲頻的電振蕩轉(zhuǎn)換為超聲頻的機械振動。由于該機械振動振幅較小,僅為4μm左右,不能直接用于機械加工,因此需要通過變幅桿將振幅放大,并將振動傳給聲振子系統(tǒng),由聲振子系統(tǒng)帶動其上的油石產(chǎn)生縱向振動,從而實現(xiàn)在普通珩磨基礎(chǔ)上附加超聲振動的超聲振動珩磨加工。
1.聲振系統(tǒng) 2.珩磨頭部 3.漲芯部 4.動力傳遞部 5.碳刷 6.機殼 7.浮動連接部 2、參數(shù)的優(yōu)選 通過珩磨試驗,對樣機的超聲珩磨系統(tǒng)所用油石條參數(shù)和工藝參數(shù)進行優(yōu)選。試驗用缸套材料為38CrMnA,滲氮淬火硬度>80HRA,缸套尺寸為φ150×277mm。 1) 粗珩 對7種油石條進行了粗珩試驗,油石條參數(shù)見表1。 表1 粗珩油石條參數(shù)
優(yōu)選油石條參數(shù):參數(shù)序號2(國產(chǎn)油石條,JR、120#、Q、100%)的粗珩效果較好,優(yōu)于其它參數(shù),但油石條需采用燒結(jié)方式,工藝較復(fù)雜;參數(shù)序號7(進口油石條,TL+JR、120#、組合配方)為超軟的大氣孔油石條,珩磨效果尚可。 優(yōu)選工藝參數(shù):主運動速度v1=20m/min;往復(fù)運動速度v2=15m/min。 2) 精珩 分別選用6種油石條進行精珩試驗,油石條參數(shù)見表2。 表2 精珩油石條參數(shù)
優(yōu)選油石條參數(shù):參數(shù)序號2(JR、W20、S、75%)加工性能最佳;參數(shù)序號5(CBN、W20、S、75%)也能達到Ra0.05μm以下的表面粗糙度值,但加工效率較低。 優(yōu)選工藝參數(shù):主運動速度v1=50m/min;往復(fù)運動速度v2=23m/min。 油石連接方式采用高性能膠粘劑粘接,方法簡便快捷。 3、樣機性能試驗 將超聲珩磨系統(tǒng)樣機安裝于M4215立式珩磨機上,經(jīng)過約一年半時間的珩磨性能試驗,最長連續(xù)工作時間超過8小時。試驗證明,樣機運行穩(wěn)定,工作可靠,使用方便,完全可以滿足坦克發(fā)動機缸套珩磨的要求。可達到技術(shù)指標:尺寸公差穩(wěn)定控制在0.025mm以內(nèi)(IT6級即?150+0.025),表面粗糙度穩(wěn)定控制在Ra0.05μm以下。 珩磨后工件的表面粗糙度實際檢測結(jié)果為:定位端(厚端)Ra=0.0213μm;距定位端100mm處Ra=0.021μm;薄壁端(薄端)Ra=0.0412μm。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||